Have you ever wondered how prepainted steel is painted or how colourcoated steel is created? Read this blog to find out more…..
The History of Prepainted Steel

(Source: unknown)
The process of painting metal using a continuous coating line was invented in the 1930’s in The USA by Joseph L. Hunter. He was known as a talented inventor, regularly designing new machines to improve the productivity of his venetian blind business. It took considerable time for this invention to catch on to industry worldwide though.
In 1964, Head Wrightson built a prototype continuous coating machine at their Research & Development Division at Thornaby‐on‐Tees to investigate the process and subsequently published a paper entitled “Continuous coating of metal strip: a new process for the application of paints, plastics and metallic powders”.
By 1967 the first continuous spray painting line was introduced at Shotton Works at the newly nationalised British Steel works (previously John Summer & Sons)- albeit with only green, grey and brown as colour options used mainly in agricultural buildings. The first roller coat continuous paint coating line was commissioned at Shotton Works in 1978.
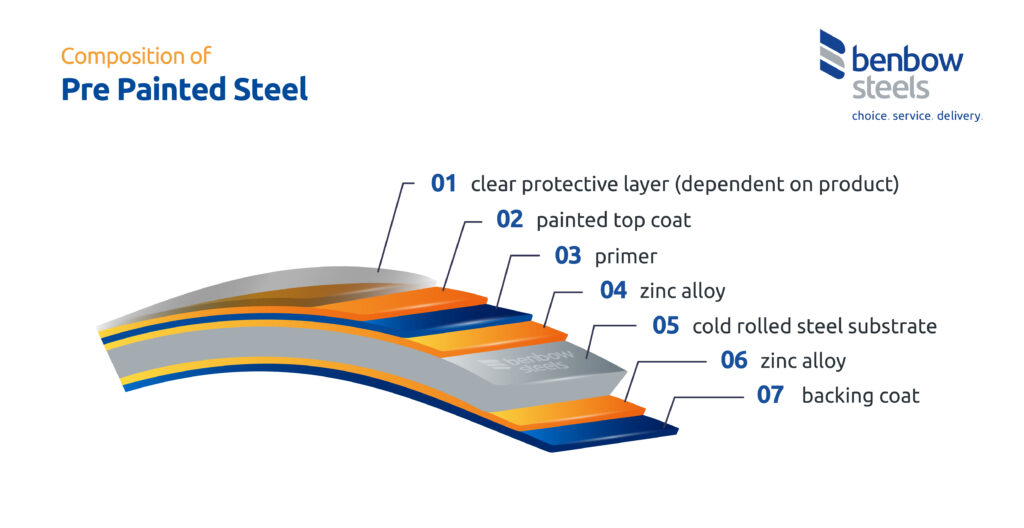
From the 1980s to the turn of the 20th century continuous coating lines became popular the world over with every major industry utilising the continuously painted sheet steel in a huge variety of colours, finishes and qualities. (read about the many layers of prepainted steel in a previous blog here)
Developments are constantly being made to advance the process of continuous painting of steel which can now reach speeds of up to 200m per minute. Larger lines typically incorporate one, or more, accumulators so that the line doesn’t have to be stopped or slowed which would cause issues further down the line. There’s a rumour that some accumulators in the USA are so high that they have had to get air traffic clearance!

(Source: Courtesy of ArcelorMittal)
End users have high expectations of aesthetics, uniformity and performance and the process of continuous painting of sheet offers huge advances on previous methods of painting steel including:
- Consistency of colour and finish quality throughout the product.
- Consistency in the thickness of application which ensures only the exact amount of paint needed is used.
- A huge range of surface finish design options e.g. embossing and leathergrain.
- No loss of paint during application which makes it significantly less damaging to the planet.
All of which ensure the longevity of the product leading to some incredible guarantees such as the Tata Steel’s Confidex® Guarantee of up to 40 years
The Process of Prepainted Steel
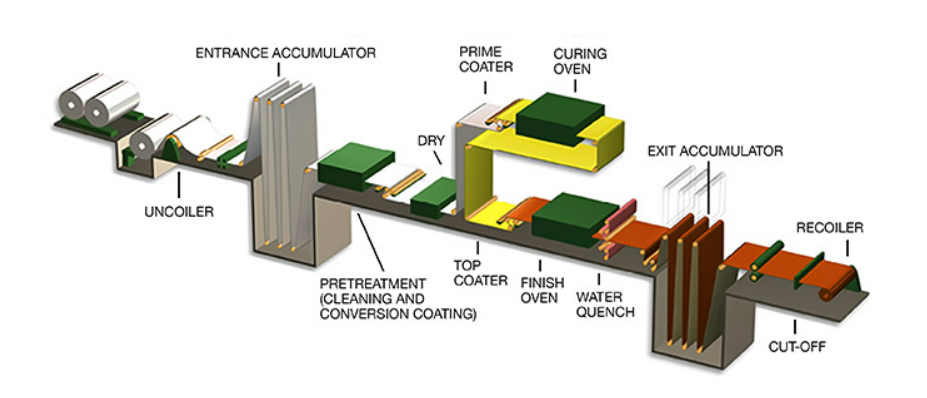
(Source: courtesy of the National Coil Coating Association– USA)
Much of the process now is the same as it was in Head Wrightson’s prototype of 1964 and it is defined by EN-10169:2012-06 as:
‘A method in which an organic coating material is applied on rolled metal strip in a continuous process. This process includes cleaning if necessary and chemical pre-treatment of the metal surface and either one side or two side, single or multiple application of (liquid) paints or coating powders which are subsequently cured or laminated with plastic films.’
The steel typically originates from a Blast Furnace & BOC process and the slabs are hot rolled to create thin steel coil and then cold rolled to change the properties of the steel and reduce the sheet to the desired thickness/ gauge.
When the cold rolled steel is presented to the coating line it is attached to the end of the previous coil to ensure a continuous process. It then goes through a number of stages in order to ensure the finished product meets the required, consistent standards for the end user. This may be in one continuous process in a long mill or, more likely, spread over a number of processes and mills. In some cases the mills are in entirely different locations.
Stage 1- Cleaning the strip
The cold rolled coil is cleaned of any impurities and oil to ensure uniformity and that nothing gets trapped between the layers that could have an adverse effect on the finished product. It also ensures the subsequent layers stick fast.
Cleaning can be done in several ways such as brushing, a chemical bath or alkaline dip, a water bath etc…. It is then rinsed to remove any cleaning impurities and residues.
Stage 2- Zinc Alloy application
This layer can be 100% Zinc but is often made up of Zinc & Aluminium and the exact proportion of each is unique depending on the supplier and the product. Some products also include Magnesium in this alloy for additional properties.
Typically, this metallic coating is added to the steel before the coil arrives at the paint coating plant but it can be added as a pre-process on the same line before the subsequent paint layers are added.
Stage 3- Surface Treatment
This chemical conversion coating stage is critical to ensuring the primer and the paint are securely bonded with the steel. The chemicals used, such as alkaline oxides, change the surface properties of the previous zinc layer. It is such an essential part of the process that it was included in the original Head Wrightson prototype.
The actual chemicals, and the exact process to apply them, differ depending on the manufacturer and the country of origin- some countries restrict which chemicals can be used.
Stage 4- Rinsing & Drying
Although some surface treatments don’t require a rinsing stage, for others, this is done to ensure that the material presented for primer application is free from any chemical residues and is fully dry to ensure secure bonding of the subsequent layers.
Stage 5- Primer Application
The primer coating may be added to one or both sides of the steel and prepares the steel sheet to ensure the finished paint layer sticks fast.
Stage 6- Drying, curing & cooling
This ensures the primer is fully hardened, clean, dry and the correct temperature before the application of the next layer to ensure optimum properties are upheld.
Stage 7- Finished paint coating and backing coat
Typically, the front and the back of the steel have different coatings as they each meet different end user needs. See our previous blog to find out more about each layer.
Whilst some processes can apply the layers at the same time and cure, cool and dry them at the same time, other processes apply them separately and dry, cure and cool in between each layer.
This is the final painting stage in a typical two coat paint system.
Stage 7+ Optional clear protective coat
For a three coat paint system a clear protective coat is added on top of the final layer of paint. It is only added to some premium products and gives additional protective benefits to the product, particularly for UV.
Stage 8- Drying, curing & cooling
This ensures the paint is fully hardened, clean and dry, ready for rerolling and then to be shipped to the customer.
The addition of a surface pattern i.e. embossing, can occur at this stage, just before the paint is fully cooled and hardened.
Stage 9- Packaging
The coil is packaged differently depending on the supplier but typically includes edge protection for both the inner and outer edges and a covering for the outside of the coil. This protects it from transport and storage damage so that it can be transported safely to any customer anywhere in the world.

If you want to know more about each layer and what its properties are, take a look at our previous blog- Pre Painted steel or Colour Coated Steel Composition (www.benbowsteels.com)
If you’d like to find out more about how Raintite Fatra Gutters are made take a look at our blog here.